
GENERAL
INFORMATION
 |
DURADeckTM
and DuraGratTM Grating is
optimal in conditions where fire resistance,
low smoke and low toxic fumes are critical
concerns. It can stand up to the harshest
environments and provide years or service.
Each panel is produced in one solid
piece with no joints, which provides
maximum corrosion resistance, and bi-directional
strength. Non-flammability enables it
to withstand direct flame for an extended
time without sustaining major structural
damage. DURADeckTM Molded
Grating is as strong as Iso-Polyester
or Vinyl Ester Resin Grating but with
lower smoke and flame levels. |
What are
Phenolics?

GRP
Pipes and Rods using
Phenolics Resin |
Phenolics are in the same family of polyester,
vinyl ester and epoxy resins. They are
not new and have been used in major commercial
applications before unsaturated polyesters
became popular. Phenolics are composed
of phenol and formaldehyde. They are the
best organic material when it comes to
safety in the event of fire. Phenolics
have long been used in household items
such as toaster handles, wiring devices,
switch gears, pot and cutlery handles.
Features:
· Fire
Resistant
·
Low Smoke
·
Low Toxic Fume Emission
·
Ablative
·
Low Char Yield |
· Corrosion
Resistant
·
Light weight and easy to
install
·
Non-Slip Surface
·
Non-Conductive and Non–Magnetic
·
Impact Resistant |
|
Approval
for this product allows fiberglass grating
to replace steel which results in significant
savings in weight, ease of fabrication,
and installation. DURADeckTM and DuraGratTM
Grating can be used in offshore platforms
such as the following:
· Wave Zone Areas
· Wind Walls
· Mud Pits
· Preload Tanks
· Walkways
· Stairs
COMPARISON TO POLYESTER RESINS
We may achieve Class 1 flame spread ratings
(flame spread < 25) with halogenated
polyesters (resin with chlorine or bromine),
however, smoke density values for these
systems range from 500-800. Smoke generated
by halogenated resins is toxic and may
contain halogen acids, antimony oxide,
halides and oxyhalides, etc., all very
toxic. The only gases generated by combustion
of phenolics are carbon dioxide (CO2) with
trace amounts of carbon monoxide (CO) andsulphur
dioxide (SO2). No phenol or formaldehyde
was detected.
Phenolics have superior flame spread (< 10)
and superior smoke density value (< 10).
Oxygen index (ASTM D2863) for phenolics
(35% glass) is 45-80%.
Those concerned
about the potential health hazards
posed by phenol and formaldehyde
may rest assured that material
safety data sheets indicate that
the amounts of residual phenol
and formaldehyde in phenolics
are at low and very safe levels.
This is a valid concern since
our industry has spent millions
addressing styrene and toxicity
issues.
COLOR LIMITATION
Phenolics
are limited to a range
of light brown to black, whereas
most
phenolics are reddish brown,
dark brown or black. This
makes phenolic gel coats
impossible.
Using an epoxy or polyester
gel
coat will diminish the
phenolics flammability characteristics
slightly.
Source: James
E.
Maas, Director of Marketing
Reichhold
Chemicals
|
 |
|
APPLICATIONS
The advanced resin and glass systems and
manufacturing techniques employed in the
production of DURADeckTM and DuraGratTM
GRP grating makes it ideal for use in the
following areas:
Industries:
· Offshore
· Mass
Transit
· Tunnels
· Mining
· Ship
decks
· Refineries |
Applications:
· Flooring
· Stairs
· Walkways
· Ramps
· Trench
Covers |
|
Select DURADeckTM and DuraGratTM GRP grating
and rest assured that you have a grating
that not only has a quality appearance,
but that is strong, providing a longer
service life over materials such as steel,
aluminum, and wood. By selecting DURADeckTM
and DuraGratTM GRP grating, you can rest
assured.
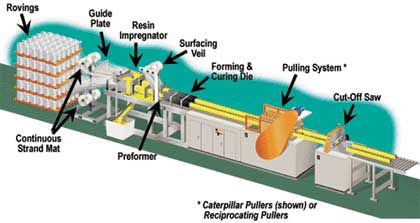
The Pultrusion Process
Pultrusion is a manufacturing process
for producing continuous lengths of reinforced
polymer structural shapes with constant
cross-sections. Raw materials are a liquid
resin mixture (containing resin, fillers
and specialized additives) and flexible
textile reinforcing fibers. The process
involves pulling these raw materials (rather
than pushing, as is the case in extrusion)
through a heated steel forming die using
a continuous pulling device. The reinforcement
materials are in continuous forms such
as rolls of fiberglass mat and doffs of
fiberglass roving. As the reinforcements
are saturated with the resin mixture ("wet-out")
in the resin bath and pulled through the
die, the gelation, or hardening, of the
resin is initiated by the heat from the
die and a rigid, cured profile is formed
that corresponds to the shape of the die.
While pultrusion machine design varies
with part geometry, the basic pultrusion
process concept is described in the following
schematic.
- The creels position the reinforcements
for subsequent feeding into the guides.
The reinforcement must be located properly
within the composite and this is the function
of the reinforcement guides.
- The resin bath saturates (wets out)
the reinforcement with a solution containing
the resin, fillers, pigment, and catalyst
plus any other additives required. The
interior of the resin bath is carefully
designed to optimize the wet-out of the
reinforcement.
- On exiting the resin bath, the composite
is in a flat sheet form. The pre-former
is an array of tooling which squeezes
away excess resin as the product is moving
forward
and gently shapes the materials prior
to entering the forming and curing die.
In
the forming and curing die, the thermosetting
reaction is heat activated (energy is
primarily supplied electrically) and
the composite
is cured (hardened).
- On exiting the die, it is necessary
to cool the hot part before it is gripped
by the pull blocks (made of durable urethane
foam) to prevent cracking and/or deformation
by the pull blocks. DURA® uses two
distinct pulling systems, one that is
a caterpillar counter-rotating type and
the
other a hand-over-hand reciprocating
type to pull the cured profile to the
saw for
cutting to length.
- In certain applications an RF (radio
frequency wave generator) unit is used
to preheat the composite before entering
the die. When in use, the RF heater
is positioned between the pre-former
and
the die.
|